Fama is a company that has a commitment with sustainability and the environment.


 Equality and family reconciliation
Equality and family reconciliation


We are a company committed to sustainability and environmental protection. These words are not hollow; we take them very seriously. We are proud to recycle practically 100% of our industrial waste.
Fama is a company that has a commitment with sustainability and the environment.
All these commitments and obligations are covered under our Honesty principle, which governs our company.
This commitment encompasses all our industrial activity, including our work center and all our products.
We do not want this statement to be a document full of empty promises. We undertake to analyze all the processes of our economic activity and to work continually to contribute in the best way possible to sustainability and environmental protection.
If you want to know more about our Environmental Policy, the most important aspects of our environmental footprint are described here:








We innovate each day to improve these aspects. We contribute in any way we can to try to leave our children a better planet.
Por este motivo nos comprometemos a:
•Implantar y mantener un Sistema de gestión de Cadena de custodia según la norma PEFC-ST 2002:2020 para cumplir con los requisitos exigidos por PEFC.
•Sensibilizar y formar a los trabajadores en relación con los requisitos PEFC.
•Fomentar la gestión forestal sostenible, comercializando productos certificados PEFC, para comunicar a nuestros clientes el contenido en material certificado PEFC de los productos que comercializamos.
•Revisar al menos una vez año el sistema de gestión implantado, y esta política de cadena de custodia, coincidiendo con la Revisión por la Dirección.
•Cumplir con los requisitos sociales, de salud y de seguridad basados en la Declaración de la OIT de Principios y Derechos Fundamentales en el Trabajo, 1998:
•Difundir esta política a todos los niveles de la empresa, a Clientes, Proveedores y otras partes interesadas.
We innovate every day to try to improve our environmental commitment. We contribute in any way we can to try to leave our children a better planet, protecting and respecting nature.
All of the above has allowed us to obtain the ISO 14001, an Environmental Management System certificate issued by AENOR that validates our efforts to protect the environment.
Getting this certificate was no simple task. We adapted our production processes to a sustainable model and optimized the management of all the waste we generate. Each year, Fama submits to a quality audit by AENOR to revalidate this certification, requiring a high level of commitment. For us, the work of passing the audit each year is rewarded by knowing that our daily activity has the lowest possible environmental footprint.

But it does not end here. We have continued working to give our waste a second useful life so that it does not end up in a landfill, leading us to get the Zero Waste certification from AENOR, one step further in the compliance of our Environmental Policy.

This certification issued by AENOR guarantees that companies recover 90% of their industrial waste. This means that instead of ending up in a landfill, the waste gets a second useful life either by being used, by creating new raw materials, or by being shredded to obtain solid fuel.
Getting the Zero Waste certification has been hugely important for Fama, as we have now given 99,96% of the waste generated in the last eight months a second useful life, preventing it from ending up in a landfill.
Since we got the ISO 14001 certification four years ago, we have undertaken continued efforts to reduce our industrial waste. Protecting the environment has been part of our DNA for decades, although it has only been in the last ten years that we have made greater efforts toward our mission of being a company that contributes to sustainability. We have changed part of our production processes (sometimes with great difficulty) in order to achieve those waste reutilization data, which today confirm us to be a environmentally committed company.
Interestingly, the inspiration to get this certificate came from an episode of “The Simpsons”, as our CEO Félix López explains in this blog post.
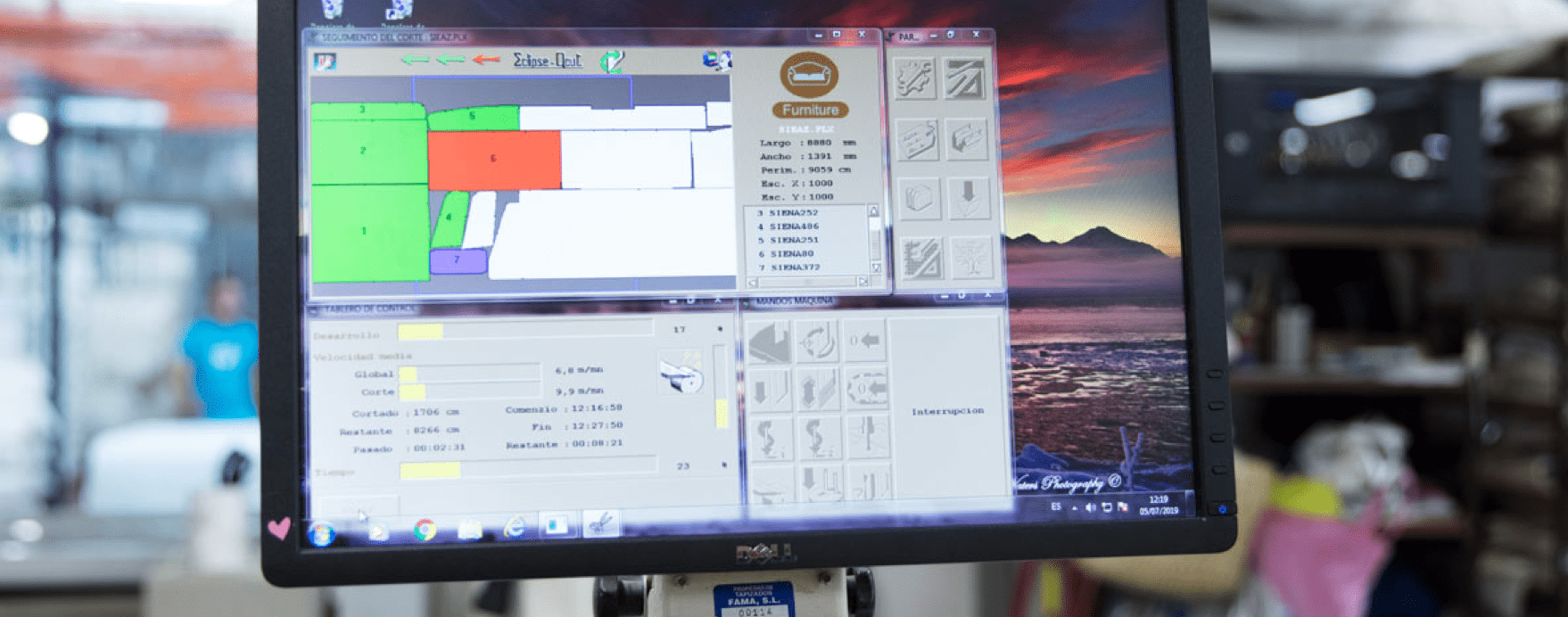
One of the most important changes has been managing the waste generated by fabric cutting machines. We used to throw away large quantities of industrial trash following this process, but now, thanks to reutilization, we can ensure it does not end up in a landfill. Thanks to this project, Fama was selected to be among the “101 Business Examples of actions #ForTheClimate”.
All these efforts have also been rewarded with the recognition of organizations like BBVA, which selected Fama in the first edition of its “Revoluciona Prizes” for our work in the areas of sustainability, innovation and work-life balance.
All these awards and recognitions drive us to continue on our journey of reducing our environmental footprint through a series of actions that, taken together, can produce great results. If you want to learn about our improvement projects, we invite you to read the list of small and large actions related to sustainability.
Another of the certifications obtained by Fama has been the Carbon Footprint, also issued by AENOR.
To obtain this certification, it has been necessary to account for the total number of tons of greenhouse gases produced by our activity and a specific work plan to reduce them.
In an exercise of transparency with our customers and suppliers, after calculating the total number of gases, we have committed to developing various actions aimed at reducing that figure in the coming years. Among the most immediate actions are increasing our photovoltaic plant to reach self-supply of 20% of the electricity we consume, or reducing the average age of our vehicle fleet, in addition to the acquisition of an electric vehicle.
With the Carbon Footprint certificate, we commit to auditing the tons of CO2 we emit to the atmosphere each year and analyzing the positive impact on its reduction of our actions.
Description: Replace cardboard rolls with plastic rolls that can be reused
Description: Replace electric heaters with piped-in foot-level heating.
Description: Reporting system for foam blocks on trips to the UK.
Description: Encourage the use of bicycles for commuting (installing protected bike parking with locker rooms and showers).
Description: Use of chipboard with zero formaldehyde emissions
Consequences: It does not emit formaldehydes into the atmosphere, or into houses where it could harm people.
Description: Use of microperforated plastic with 50% recycled plastic
Description: Introduction of the 100% recycled upholstery collection
Models: Nature Collection
Description: Purchase all recycled plastic bags
Description: Change supplier of bed mechanisms from Italy to Yecla
Models: Bolero
Consequences: Elimination of packaging and reducing CO2 emissions in transport
Description: Reuse cardboard tubes for rolls of plastic
All the lighting in our factory has been progressively changed to LED lamps, until fully replaced. This was a costly project due to the large number of lights in our sections, but it will considerably reduce our energy consumption.

After changing our lighting to an LED system, we tackled another important project with the installation of automation for all the lighting in our factory. We can turn lights on and off using a simple application, either by zone or all together, in order to optimize areas that are not always occupied by workers and ensure that no light is ever left on.

After months of testing with water-based glue instead of solvent-based glue, we started using it definitively in all our processes. We replaced the glue booths with new systems that only use water-based glues that are solvent-free. Water-based glues are much more expensive than other glues, but we considered this to be a priority and were finally able to switch after solving the initial performance issues with the water-based glue.

Our former heating system in the factory was diesel-powered. We installed new boilers that run on pellets. It so happens that our pellets supplier is the same waste manager that takes the leftover wood remains from our production, so the raw materials that are no longer valid for our production chain are now converted into fuel for our heating system.

Although we were already using this system for some of our transactions, we finally decided to made the change and informed all our customers and suppliers that all our invoices would now be sent electronically. Some time later we decided to send all communications and documentation digitally as well. A few months later this system was fully implemented; since then we have not received or sent a single printed invoice, saving a great deal of paper.
In light of a new standard in the United States that prohibits the use of formaldehyde-free chipboard, we have changed how we manufacture all our boards destined for all countries. It was expensive to find suppliers that complied with these requirements, but finally we were able to eliminate all products that could have formaldehyde emissions. We no longer use this substance that is often present in the material used to bind the wood shavings to form the chipboard.

Fama’s commitment to reducing our environmental footprint is something we have been working on for decades, but that hadn’t yet been reflected in a certification. We had to update processes and some of our standards, but thanks to the involvement of the entire staff we were able to get this certificate without many problems, guaranteeing our commitment to the environment, despite it already being part of our company's DNA.
We started this ambitious project to separate all the waste from our fabric cutting machines. In the first phase, new drawers were installed in the cutting machines to separate plastic. The plastic waste is separated to one side and the fabric and paper to another. After testing with different textiles, we were able to find a type of textile material to replace the paper, meaning we would only be creating two types of waste from the fabric cutting machines. One the one hand there was NWF (non-woven fabric) along with the leftover fabric, and on the other hand there was plastic. After figuring out how to separate these wastes, we decided to get the Zero Waste certification from AENOR to confirm that we recover more than 90% of our industrial waste.

All the lighting in our factory has been progressively changed to LED lamps, until fully replaced. This was a costly project due to the large number of lights in our sections, but it will considerably reduce our energy consumption.
After changing our lighting to an LED system, we tackled another important project with the installation of automation for all the lighting in our factory. We can turn lights on and off using a simple application, either by zone or all together, in order to optimize areas that are not always occupied by workers and ensure that no light is ever left on.
After months of testing with water-based glue instead of solvent-based glue, we started using it definitively in all our processes. We replaced the glue booths with new systems that only use water-based glues that are solvent-free. Water-based glues are much more expensive than other glues, but we considered this to be a priority and were finally able to switch after solving the initial performance issues with the water-based glue.
Our former heating system in the factory was diesel-powered. We installed new boilers that run on pellets. It so happens that our pellets supplier is the same waste manager that takes the leftover wood remains from our production, so the raw materials that are no longer valid for our production chain are now converted into fuel for our heating system.
Although we were already using this system for some of our transactions, we finally decided to made the change and informed all our customers and suppliers that all our invoices would now be sent electronically. Some time later we decided to send all communications and documentation digitally as well. A few months later this system was fully implemented; since then we have not received or sent a single printed invoice, saving a great deal of paper.
In light of a new standard in the United States that prohibits the use of formaldehyde-free chipboard, we have changed how we manufacture all our boards destined for all countries. It was expensive to find suppliers that complied with these requirements, but finally we were able to eliminate all products that could have formaldehyde emissions. We no longer use this substance that is often present in the material used to bind the wood shavings to form the chipboard.
Fama’s commitment to reducing our environmental footprint is something we have been working on for decades, but that hadn’t yet been reflected in a certification. We had to update processes and some of our standards, but thanks to the involvement of the entire staff we were able to get this certificate without many problems, guaranteeing our commitment to the environment, despite it already being part of our company's DNA.
We started this ambitious project to separate all the waste from our fabric cutting machines. In the first phase, new drawers were installed in the cutting machines to separate plastic. The plastic waste is separated to one side and the fabric and paper to another. After testing with different textiles, we were able to find a type of textile material to replace the paper, meaning we would only be creating two types of waste from the fabric cutting machines. One the one hand there was NWF (non-woven fabric) along with the leftover fabric, and on the other hand there was plastic. After figuring out how to separate these wastes, we decided to get the Zero Waste certification from AENOR to confirm that we recover more than 90% of our industrial waste.